Published on 05/14/2017 | Use Cases

Mobile, wearable and even implantable, smart technologies play a vital role in today’s healthcare sector. In the United Kingdom, the industry is experiencing a significant pace of growth. Last year, over 1,000 life science companies had made home in the North West of England, employing over 38,000 people and generating over £10billion turnover. The London-Oxford-Cambridge triangle continues to boast a hotbed of life science talent and more recently, West Sussex has started to hit headlines with its plans to reinvent itself as a science and health hub.
With such rapid growth for the industry, predictions have emerged suggesting 2016 will be the year for even more ground-breaking work in the life science industry.
Industrial automation and control technologies are already an established staple in modern life sciences manufacturing. They enable the management of critical production data and help maintain product quality, allowing manufacturing companies to improve overall equipment effectiveness (OEE) and productivity. So, can the introduction of Industrial IoT bring a new wave of disruption to the industry and, perhaps more importantly, is the industry prepared for it?
Investing in infrastructure
The benefits of Industrial IoT can still be a little unclear for companies until they can identify an application and use case that can be trialled as a proof of concept and then scaled very quickly to propagate any benefits across multiple machines, production lines, plants and locations.
There are clear opportunities for all manufacturing companies to embark on an Industrial IoT journey. The typical starting point centres on condition monitoring, predictive maintenance and analytics, but the true value will be different for each company, creating opportunities for new business models and services revenues.
However, none of this is possible unless you can connect to existing and legacy plant systems across multiple platforms, and then using this information in either an onsite or cloud based solution, like the Microsoft’s Azure platform. The next step is to analyse the collected data and employ it to deliver business benefits. With the cost of cloud storage and computing lowering every day, this is now a very cost-effective solution.
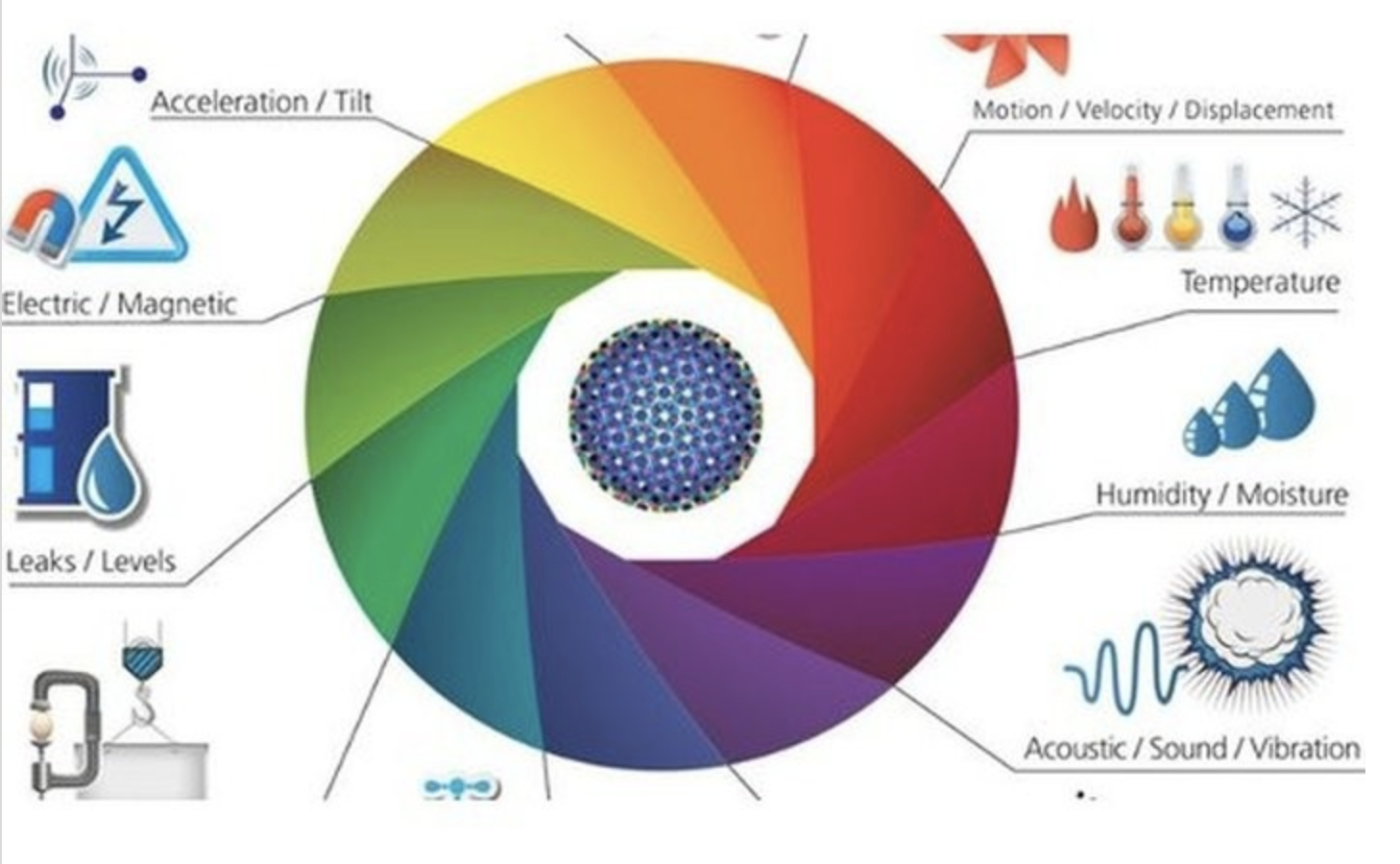
The already established trend of an increased number of sensors on industrial equipment has also meant manufacturers can reap the rewards of real time data capture, increased visibility and the generation of reliable production data.
Despite all this good news, the integration of Industrial IoT into manufacturing facilities does not come without its challenges.
Equipment connectivity and incompatibility
For IoT to succeed in pharmaceutical manufacturing, industrial equipment from a variety of manufacturers must be able to connect to high level automation systems or devices that can access back-end databases or cloud services. Usually, this is achieved through connected control devices, such as PLCs. Despite the adoption of automation in recent years, there are still many legacy systems in operation that fall short and even some original equipment manufacturers (OEMs) that do not support open standards in their products and solutions.
For example, some existing systems may only communicate locally, without networking or over non-supportable communications protocols. In some cases, the visualisation of machines has been developed in propriety software locked by the developer. Without replacing propriety applications with open and independent automation software, like COPA-DATA’s zenon, which is independent of any equipment manufacturer, the machines and HMIs will require reengineering. To fix this incompatibility, manufacturers should expect increased costs for reengineering of systems integration.
By using open automation software compatible with a wide range of communication protocols, pharmaceutical manufacturers can ensure the transition to the Industrial IoT is as seamless as possible.
Storing and securing Big Data
Another reoccurring problem comes in the form of Big Data. For IoT enabled facilities, the ever increasing amount of data can be a real dilemma. While an increase in accuracy and more detailed production data is, without doubt, a benefit for organisations, the abundance of information means manufacturers require a re-think of data storage, archiving and analytics.
In these instances, the obvious solution would be to migrate to off-site storage or cloud computing. That being said, there remains some anxiety amongst pharmaceutical and medical manufacturers, with regards to the idea of storing production data outside the factory walls.
Without doubt, data collected from industrial equipment is sensitive and therefore should be protected from unauthorised access. Companies can keep critical information on premise and push raw data to a cloud storage solution, the data only holds value when the two parts are combined. This hybrid solution meets both needs, making an organisation less vulnerable to cyber-attacks, whilst maintaining connectivity.
With so many options for storing industrial data, it is no surprise that security within Industrial IoT will be a huge topic of discussion in the years ahead.
It would appear that the first generation of IoT-enabled devices, used for prevention, diagnosis and treatment of illnesses, is exactly what the doctor ordered. However, the goal of implementing Industrial IoT into the production facilities of pharmaceutical organisations remains no small task.
This article was originally published on LinkedIn.